国内某企业制氧车间20000Nm³/h 空分装置,为开封空分集团有限公司设计制造。原为15000Nm³/h 空分装置,后期经过改造制氧能力提升到20000Nm³/h,纯化器直径未做改动,增加纯化器、气流分布器的长度,改动了进气和出气管口的位置。分子筛纯化器再生加热系统,采用电加热器和蒸汽加热器串联运行方式,且再生污氮气先经过电加热器,再经过蒸汽加热器。2020年11月,在更换分子筛运行4 天后,出现纯化器出口二氧化碳超标的情况。经过排查,最终确定因蒸汽加热器泄漏,导致分子筛进水性能下降。根据该装置的实际情况,经过论证,采取在线活化的方式,使分子筛性能得以恢复,满足了生产需要,为企业挽回了巨额经济损失。
二、问题的发现与排查
2.1 问题发现过程
2020年11月初,制氧车间利用停车检修机会进行了纯化器分子筛更换。分子筛纯化器系统技术参数如下:
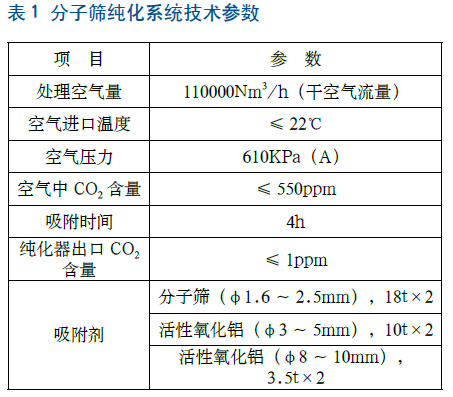
11月10日5:40装置运行负荷100000Nm³/h,纯化器入口空气温度21℃,B纯化器吸附末期,纯化器出口二氧化碳出现上涨现象,直至6:26 纯化器出口二氧化碳达到10ppm(满量程),6:30切换至A床吸附,6:32 纯化器出口二氧化碳逐步下降,直至7:05 纯化器出口二氧化碳恢复至0.64ppm。
10:12A 纯化器吸附末期准备切换B纯化器时,二氧化碳从0.55ppm上涨至0.66ppm,10:36上涨至1.7ppm,随后该指标降至0.55ppm左右。11:00左右将纯化器入口空气温度降至15℃,继续运行。查阅根据现场操作记录,11月10日凌晨三点左右,操作人员使用便携式二氧化碳检测仪,测得空压机入口过滤器附近空气中二氧化碳最高超过800ppm。故初步判断,纯化器出口二氧化碳超标可能是空气中二氧化碳波动导致,安排操作人员每小时到空压机入口过滤器附近检测空气中二氧化碳浓度,同时降低纯化器入口空气温度继续运行。
11月11日~20日,装置运行负荷逐步降低至87000Nm³/h,纯化器入口空气温度逐步降低至9℃,但纯化器出口二氧化碳仍然多次出现穿透,二氧化碳最高达到6.01ppm,同时高压换热器压差明显上涨。现场测得空气中二氧化碳最高953ppm,但在空气中二氧化碳<500ppm的吸附周期内,纯化器出口二氧化碳高达2.2ppm。通过运行数据看,纯化器运行情况在不断恶化,分子筛的吸附性能在不断下降。
2.2 原因排查
(1)分子筛质量问题排查。对本次装填留存样品进行分析,符合质量标准。同时也将留存样品寄送第三方专业检测机构进行检测,结果正常。故排除分子筛质量问题。
(2)装填方案排查。根据纯化器容积和工艺条件,本次装填方案采用高效分子筛,按照分子筛动态吸附容量,分子筛预留有相当大的富余量;活性氧化铝的设计装填量也满足22℃下饱和水吸附。
(3)床层底部气体分布器可能异常,出现气体偏流。2020年夏季检修期间,制氧车间组织人员对发生漏床的B纯化器底部气体分布器进行清理,并修复了B纯化器底部隔板。同时也对A 纯化器底部气体分布器进行检查,未发现异常。根据运行数据判断,两台纯化器底部气体分布器同时出现问题的概率极低。
(4)分子筛床层可能不平整,可能出现塌床、漏床、翻床现象。分子筛和活性氧化铝装填过程,由专业技术人员全程跟踪指导,每个步骤均进行了检查确认。11月26日上午打开A、B 纯化器人孔进行检查,两台纯化器床层均比较平整,未发现塌床、漏床、翻床迹象。但在B 纯化器人孔处发现部分分子筛处于水锈侵蚀发黄状态,故怀疑分子筛再生阶段进水。
(5)分子筛底部床层可能进水。由于分子筛吸水后会释放大量的热量,纯化器处于吸附状态时,如果水进入分子筛床层,势必会造成纯化器出口温度大幅升高。2020年夏季检修期间,对空冷塔填料进行了更换和清洗。装置运行期间,打开纯化器空气进口导淋,未发现空气带水现象。调取DCS记录的纯化器每个吸附周期进出口温度曲线,吸附器出口温度均无上涨趋势。
(6)蒸汽加热器内漏,导致分子筛床层吸水。该蒸汽加热器为2020年夏季检修新更换的蒸汽加热器,出厂和安装前均进行打压试漏。将我公司便携式露点仪接在蒸汽加热器进出口检测,11月19~23日期间测得蒸汽加热器入口露点最低为-65.3℃,11月24日18:23测得加热阶段末期,蒸汽加热器出口露点为-42.2℃。另外,该装置蒸汽加热器出口设置有在线水分检测仪,11月18日对该仪器进行检查、校准。11月19日投用蒸汽加热器,至11月24日在加热末期在线水分检测仪示数在1.93~9.63ppm之间。查阅DCS 数据记录,11月1~3日分子筛更换前,蒸汽加热器出口水分在0.08~0.12ppm。
综上,造成该装置分子筛性能下降,纯化器出口二氧化碳超标的原因极有可能是蒸汽加热器泄漏,分子筛吸水。
三、在线活化方案的确定和实施
3.1 确定在线活化方案
11月26日开纯化器人孔时,对两台吸附器床层不同位置的分子筛进行取样,并分析样品分子筛的含水量,结果如下:
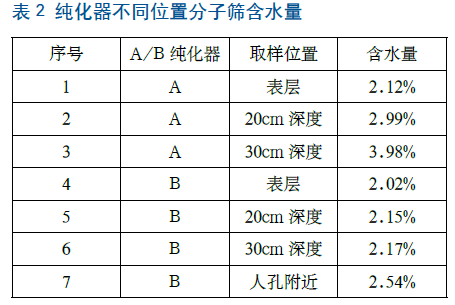
注:HG/T2690-2012标准中,分子筛含水量为≤1.5%
根据纯化器分子筛样品分析结果判断,分子筛已经吸水。结合便携式露点仪和在线水分检测仪的数据,可以确定蒸汽加热器发生了泄漏,导致分子筛吸水。
根据该装置的设备实际情况,单独使用电加热器进行纯化器再生,加热温度只能达到160℃左右,冷吹峰值也只有104℃左右,无法满足在线活化的要求。因此,必须在蒸汽加热器和电加热器同时使用的情况下进行在线活化。另外,在活化前还进行如下工作:
(1)对蒸汽加热器进行维修,彻底消除蒸汽加热器内漏。
(2)更换电加热器的加热管,提高电加热器功率和出口温度。
(3)对在线露点仪进行校对,确保在线露点仪监测数据准确。
(4)与设计院沟通,确认大活化涉及的设备、管线、阀门、仪表满足300℃以上的高温工作环境要求,不会造成设备、管道、阀门等损坏。
在线活化方案如下:
(1)再生温度≥330℃;
(2)加热气量≥20000Nm³/h;
(3)冷吹峰值≥300℃;
(4)单台纯化器活化时间≥12h;
(5)加热8小时,纯化器再生出口温度达到270℃以上后转入冷吹,直至床层温度到常温。
3.2 在线活化实施过程
第一次实施在线活化,是利用机会检修进行的,时间只有20小时。1月5日,进行第一次在线活化。加热温度310℃,加热气量20000Nm³/h,加热7小时后,纯化器再生出口温度达到250℃以上,转入冷吹。最终冷吹峰值达到了260℃,单台纯化器活化时间约9小时。在线活化完成后,对分子筛床层不同位置再次进行取样,分析包装含水量,分析结果见图3。
经过第一次在线活化,再次开车后将纯化器入口温度提升至18℃左右,运行负荷95000Nm³/h,吸附时间4 小时。纯化器出口二氧化碳仍有翘尾迹象,吸附末期从0.5ppm上涨到0.6ppm。另外,夜间空气中二氧化碳超过600ppm,纯化器出口二氧化碳也发生波动。
由于第一次在线活化时间不足,导致在线活化效果未达到预期。1月20日,进行了第二次在线活化。加热温度达到330℃,加热气量20000Nm³/h,加热时间8小时,纯化器再生出口温度达到260℃以上,转入冷吹。冷吹气量30000Nm³/h,最终冷吹峰值达到约280℃,单台纯化器大活化时间12小时。在线活化完成后,再次对分子筛床层不同位置进行取样,分析包装含水量,分析结果见图4。
四、在线活化运行效果和分子筛性能恢复情况
4.1 在线活化后运行效果
第二次大活化后,按照100000Nm³/h 的运行负荷,吸附温度21℃,吸附时间4小时,运行7天。纯化器出口二氧化碳为0.4~0.5ppm,空气中二氧化碳超过660ppm 的情况下未出现翘尾情况。
4.2 分子筛性能恢复情况
通过对1月5日和1月20日在线活化后分子筛样品的含水量进行分析,从而分析纯化器不同位置的分子筛床层在线活化效果差异。另外,把11月4日分子筛装填时留存样品和两次在线活化后的分子筛样品各取200g,模拟正常生产工况进行高温活化,然后使用含有450ppm 二氧化碳的标准气体进行吸附穿透实验,对比每次在线活化分子筛性能恢复效果。
根据该装置的设备实际情况,单独使用电加热器进行纯化器再生,加热温度只能达到160℃左右,冷吹峰值也只有104℃左右,无法满足在线活化的要求。因此,必须在蒸汽加热器和电加热器同时使用的情况下进行在线活化。另外,在活化前还进行如下工作:
(1)对蒸汽加热器进行维修,彻底消除蒸汽加热器内漏。
(2)更换电加热器的加热管,提高电加热器功率和出口温度。
(3)对在线露点仪进行校对,确保在线露点仪监测数据准确。
(4)与设计院沟通,确认大活化涉及的设备、管线、阀门、仪表满足300℃以上的高温工作环境要求,不会造成设备、管道、阀门等损坏。
在线活化方案如下:
(1)再生温度≥330℃;
(2)加热气量≥20000Nm³/h;
(3)冷吹峰值≥300℃;
(4)单台纯化器活化时间≥12h;
(5)加热8小时,纯化器再生出口温度达到270℃以上后转入冷吹,直至床层温度到常温。
3.2 在线活化实施过程
第一次实施在线活化,是利用机会检修进行的,时间只有20小时。1月5日,进行第一次在线活化。加热温度310℃,加热气量20000Nm³/h,加热7小时后,纯化器再生出口温度达到250℃以上,转入冷吹。最终冷吹峰值达到了260℃,单台纯化器活化时间约9小时。在线活化完成后,对分子筛床层不同位置再次进行取样,分析包装含水量,分析结果见图3。
经过第一次在线活化,再次开车后将纯化器入口温度提升至18℃左右,运行负荷95000Nm³/h,吸附时间4 小时。纯化器出口二氧化碳仍有翘尾迹象,吸附末期从0.5ppm上涨到0.6ppm。另外,夜间空气中二氧化碳超过600ppm,纯化器出口二氧化碳也发生波动。
由于第一次在线活化时间不足,导致在线活化效果未达到预期。1月20日,进行了第二次在线活化。加热温度达到330℃,加热气量20000Nm³/h,加热时间8小时,纯化器再生出口温度达到260℃以上,转入冷吹。冷吹气量30000Nm³/h,最终冷吹峰值达到约280℃,单台纯化器大活化时间12小时。在线活化完成后,再次对分子筛床层不同位置进行取样,分析包装含水量,分析结果见图4。
四、在线活化运行效果和分子筛性能恢复情况
4.1 在线活化后运行效果
第二次大活化后,按照100000Nm³/h 的运行负荷,吸附温度21℃,吸附时间4小时,运行7天。纯化器出口二氧化碳为0.4~0.5ppm,空气中二氧化碳超过660ppm 的情况下未出现翘尾情况。
4.2 分子筛性能恢复情况
通过对1月5日和1月20日在线活化后分子筛样品的含水量进行分析,从而分析纯化器不同位置的分子筛床层在线活化效果差异。另外,把11月4日分子筛装填时留存样品和两次在线活化后的分子筛样品各取200g,模拟正常生产工况进行高温活化,然后使用含有450ppm 二氧化碳的标准气体进行吸附穿透实验,对比每次在线活化分子筛性能恢复效果。
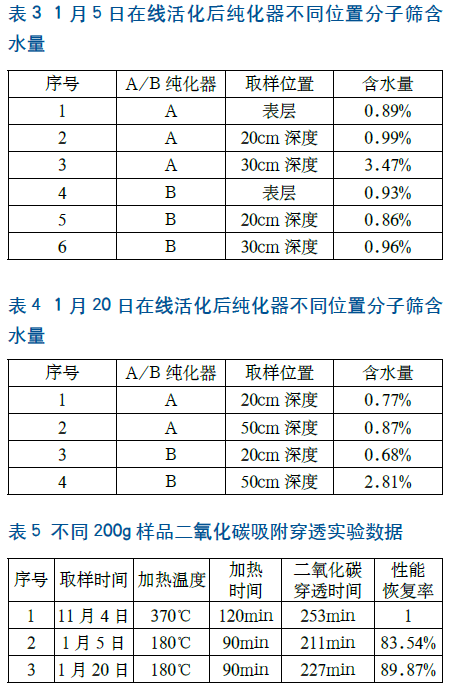
通过两次在线活化后样品的含水量和二氧化碳吸附穿透实验数据对比可知,在线活化的方式虽然能够恢复分子筛的部分性能,但是该装置纯化器经过改造,受到再生气流分布不均的影响,经过两次活化,仍有部分分子筛含水量偏高,性能恢复效果较差。
五、结论
(1)类似的空分装置遇到此类问题,在确认满足在线活化条件的前提下,可采取同样的方式恢复分子筛部分性能。
(2)在纯化器改造过程中,仅通过增加纯化器和气流分布器长度,改动进气和出气管口位置来提升处理气量,会导致再生气流分布不均,降低分子筛的使用效率。
(3)空分装置蒸汽加热器发生泄漏的事例比比皆是,若发现不及时、处理不果断,会影响二氧化碳的吸附效果,给空分装置的安全稳定运行带来隐患。因此在空分装置的日常运行维护中,要加强监控、巡视,提高设备的维护与管理水平,发现异常,彻底查明原因,及时处理,才能保证装置的长期稳定运行。
参考文献
张卫峰,党伟. 大型空分装置纯化系统蒸汽加热器泄漏的监控运行[J]. 中氮肥,2010 年5 月第3 期.
作者简介
杨乐锋(1986 年-),男,河南洛阳新安县人,本科,助理工程师,从事分子筛类材料的技术服务工作。
五、结论
(1)类似的空分装置遇到此类问题,在确认满足在线活化条件的前提下,可采取同样的方式恢复分子筛部分性能。
(2)在纯化器改造过程中,仅通过增加纯化器和气流分布器长度,改动进气和出气管口位置来提升处理气量,会导致再生气流分布不均,降低分子筛的使用效率。
(3)空分装置蒸汽加热器发生泄漏的事例比比皆是,若发现不及时、处理不果断,会影响二氧化碳的吸附效果,给空分装置的安全稳定运行带来隐患。因此在空分装置的日常运行维护中,要加强监控、巡视,提高设备的维护与管理水平,发现异常,彻底查明原因,及时处理,才能保证装置的长期稳定运行。
参考文献
张卫峰,党伟. 大型空分装置纯化系统蒸汽加热器泄漏的监控运行[J]. 中氮肥,2010 年5 月第3 期.
作者简介
杨乐锋(1986 年-),男,河南洛阳新安县人,本科,助理工程师,从事分子筛类材料的技术服务工作。
未经许可,不得转载!



