
杭州杭氧股份有限公司(简称“杭氧”)是以制造空气分离设备、石化装备和运营工业气体为主要业务的国有大型股份公司,是我国重大技术装备国产化基地,亚洲最大的空分装置设计和制造基地,其特大型空分装置在国际市场上的占有率位居世界前三。
一、项目基本情况
神华宁煤400万吨/年煤炭间接液化项目是目前全球一次建设规模最大的煤化工项目。项目总占地面积815.23公顷,年转化煤炭2036万吨,年产合成油品405.2万吨。它承载着我国煤炭清洁化利用的重任;承担着“后石油时代”为我国能源装备制造提供技术战略储备的使命,是具有战略意义的世界级工程。
特大型空分装置作为特大型煤化工项目的通用装备,其投资比重占工程总投资的10~12%,为煤化工工艺提供大规模的高压氧气、氮气产品。空分运行的好坏直接影响着整条煤化工工艺生产的稳定性。随着煤化工工程项目的普遍特大型化,为了降低工程的整体投资,为之配套的空分装置规模也日趋特大型化,如神华宁煤400万吨/年煤炭间接液化项目,采用5万立方米空分装置需要24套,而采用10万立方米空分装置则只需要12套。既避免了因空分过多带来的整体运行风险,又能节约30%的投资和40%的占地面积。因此,在需氧量32万标准立方米/小时以上的煤化工项目中,8~10万立方米内压缩空分装置将成为配套的主流装备。然而2013年之前,我国尚无自行设计制造的10万立方米空分装置,国际上也只有少数几套10万立方米空分在运行,国内只能高价引进,但高价引进并不意味着高枕无忧。杭氧曾为化工企业解决了多起因进口装备带来的技术维保难等棘手问题。一方面国家在建和待核准煤化工项目配套空分装置等级和数量均在不断地增大,另一方面国外的空分厂商通过装备的更大规模化,欲重新筑起规模壁垒,试图继续垄断国内10万立方米空分市场,10万立方米空分装置国产化已迫在眉睫。
二、关键技术
1、10万立方米空分装置复杂系统的成套集成技术
空分装置的工艺系统成套集成工作需要综合考虑产品的产量、质量、能耗以及设备性能指标是否满足工艺需要,同时要兼顾现场设备布置、安装工作量以及维护方便、服务质量等多方面的因素。杭氧负责对三大机组、空冷器、透平膨胀机、液体膨胀机、高压液氧泵、高压液氮泵、低压氮压机以及各系统性参数的确定、总体集成,提出各部机和系统之间的工艺联系和控制要求,并对空分装置进行仪电系统集成控制。
杭氧从确定合理的工艺技术参数到优化设计,从设备参数和要求的编制、选型,到出厂检验以及安装和调试方面的技术要求都反复论证研究,从而确保了10万立方米空分装置工艺系统成套集成设计的成功。
2、开发基于污氮气中抽的免冷冻机高效内压缩空分流程
工艺流程的先进与否是影响一套空分装置能耗的关键因素。杭氧在进行产品开发前,根据产品的特性对流程进行筛选或开发。最终采用安全可靠、能耗较低、投资较少的空分流程。本项目建立了以加工空气量、空压机排压、膨胀压力、膨胀气中抽温度、膨胀气量、高压空气量、高压空气的排压、液体膨胀出口压力等关键工艺参数为约束条件,以能耗最低为目标的流程优化数学模型,开发了面向特定对象的流程计算和优化技术。
3、研制基于大通量高效率规整填料塔技术的高长径比精馏塔
本项目上塔和下塔的运输极限是4900mm,是目前满足运输极限尺寸的国内直径最大的精馏塔。在直径受限的情况下,为尽可能降低塔的高度,控制塔的阻力,在塔的具体结构上作了许多特殊的创新,如开发高效新型填料、开发新型的气体和液体分布装置以及新型的塔内件。
本项目采用杭氧自主开发的精馏塔的设计与计算软件包进行精馏塔开发设计,大型精馏塔的设计与计算软件包主要包括水力学计算软件包、钢制基础架上的塔稳定性校核计算软件包和低温设备用铝吊耳强度校核软件包等几个部分。同时,运用数值模拟流场分析与ANSYS应力分析软件对塔内件结构的合理性、各零部件设计的安全性、理论分析的可靠性进行验证。
4、研制大截面高压高效板翅式换热器
本项目采用杭氧自主研制的大截面高压板翅式换热器的性能及结构设计软件包进行换热器开发设计。特大型空分装置对主换热器的单台尺寸和并联台数都有要求,为研制高效的高压板翅式换热器,对高压翅片的承压能力和传热性能进行了研究,开展了高压翅片研制、低压翅低阻片研制、冲制装备开发、高压板翅式换热器的钎接工艺开发、破坏性测试、小样测试等多项研究工作。5、研制基于恶劣环境的自适应及节能技术的分子筛纯化系统
本项目采用杭氧自主研制的大尺寸立式径向流分子筛吸附器和节能性分子筛纯化系统的性能及结构设计软件包进行分子筛纯化系统开发设计,大尺寸立式径向流分子筛吸附器和节能性分子筛纯化系统的性能及结构设计软件包主要包括吸附及再生性能计算软件包、疲劳寿命分析计算校核软件包和强度计算校核软件包等几个部分。运用数值模拟流场分析与ANSYS应力分析软件对内件结构的合理性、各零部件设计的安全性、理论分析的可靠性进行验证,提高设计的安全性和可靠性。并对关键内件作材料实验分析,以验证设计和材料选择的合理性。
6、液氧液氮双泵内压缩流程复杂系统控制技术和自动变负荷控制技术深化应用的研究
仪控系统作为空分成套设备的一个重要组成部分,根据工艺流程的要求,集成DCS集散控制系统, ITCC压缩机组控制系统,三重化安全仪表SIS系统,高可靠性的3500机组监测保护系统MMS以及机组超速保护系统,AMS智能仪表管理系统,来监控成套空分装置各部机的工艺参数,并实现各主要操作阀门,切换阀门的自动控制或遥控操作,以及必要的联锁保护措施。并在液氧液氮双泵内压缩流程形式中,首次采用了自动变负荷技术,提高变负荷的速度,改善变负荷过程中产品质量,平稳化变负荷过程的操作,消除人为误操作影响。
7、深冷状态下冷箱内容器和管路的安全设计技术
采用三维工厂设计系统PDMS软件进行冷箱内管道设计,使管道的布置设计工作更直观、准确,材料统计更准确,单线图更规范。开发了PDMS到CAESARII接口软件,高效进行模型转换,使得CAESARⅡ高效设计成为可能。软件对管道进行100%的柔性分析。对整个管系和管道的支架在计算机上模拟计算后,合理地确定承重支吊架、限位支吊架、防振支架的位置和使用,使管架能最充分地消除管道的一次应力,同时使二次应力的产生控制在最小的限度。
本项目冷箱内上塔和下塔并列布置,立式多层主冷凝蒸发器位于下塔的顶部,分馏塔冷箱高度大幅下降,热胀冷缩对管道的变形量减小,安全可靠大大增加。泵隔箱内管道采用新型式设计,以适应泵口许用载荷较低的要求。
主换热器采用两排换热器镜面对称布置的结构,从两侧汇入主管使各股流体均匀地分布到各个换热器,从而避免了气流不均而产生温差,同时减少气流阻力。合理控制冷箱内管道内工质流速,使整套空分装置工况稳定,同时也减少了成套空分装置的阻力,降低了运行能耗。
8、中型尺度局部环境污染物扩散定量分析技术
调研了CO2问题严重影响煤化工空分装置开车的问题;提出了定量模拟的办法;创新采用工厂造型和气候分析相结合的方法;创新了有空气在局部消失时的环境模拟方法;重新布局了项目的总体,避免了CO2的影响。本项目首次做了初步的污氮气扩散模拟分析,以确定周边项目和本项目污氮气强排放对空分的影响范围和程度,并根据研究结果,给出了关于排放口朝向、排放高度、排放口径的建议布置图,为用户安运行提供了强有力的保障。
9、空分集群对下游工艺系统的“零缝隙”供气技术的研究
设计时充分利用高压气氧的管网条件,并配置高压气氮罐、真空液氮罐、大型液氧和液氮贮槽,空浴式气化器和水浴式气化器、各类流量和压力的后备泵以满足产品气管网压力波动小和后备系统与空分装置无缝连接的要求。
10、10万立方米空分装置集群项目化管理
10万立方米内压缩空分装置的开发成功是技术开发、工程实施、项目管理的综合结果。通过项目的实施,杭氧对特大型空分装置的开发的前期、中期和后期形成了一套完整的项目管理体系。项目前期的管理体系突出调研和科研的管理;中期管理体系强调质量安全控制和进度控制;后期管理体系注重服务、反馈和总结。通过神华宁煤特大型10万空分集群工程建设,杭氧在工程建设和项目管理明显上了一个新台阶。
三、空分装置运行情况
依据中国机械行业标准《JB/T8693-2015大中型空气分离设备》,具有资质的第三方检测机构对该装置的各项指标进行了测试。神华宁煤10万立方米空分装置8#空分测试数据结果如下:
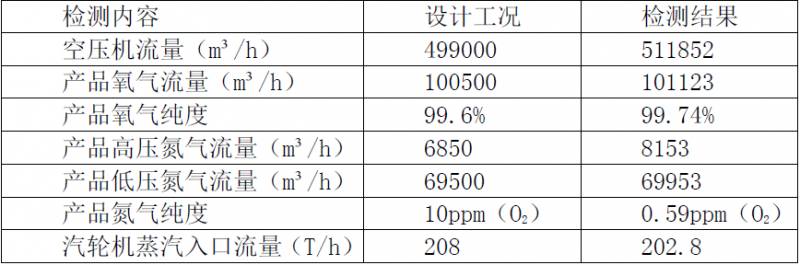
测试的产品规格达到或超过了设计指标。
四、重大创新点
杭氧在10万立方米空分装置的研制过程中,形成了包括工艺流程、关键部机、集成技术在内的多项创新点,特别是形成了以下五项重大创新点:
1、首次开发了国内规模最大、能耗最优、国际领先的10万立方米空分装置。高压氧气流量达100500立方米/小时,压力达5.9兆帕(G),综合氧单耗小于0.595千瓦时/标准立方米。
2、首次开发了应用于10万立方米空分装置的、大长径比高效低阻的精馏塔,空气处理量达52.8万立方米/小时。
3、首次开发了应用于10万立方米空分装置的、大截面高压铝制板翅式换热器,等效设计压力达12.5兆帕。
4、首次开发了应用于10万立方米空分装置的、超大型立式径向流分子筛和系统,直径达5.7米,空气处理量达52.8万立方米/小时。
5、首次集成了国产10万立方米空分装置的空气压缩三大机组。
五、项目结果
10万立方米空分装置的成功研制,主要取得了以下四大成果:
1、关键技术实现突破
通过关键技术的攻关,开发了适应于10万立方米空分装置的节能流程技术;开发了基于极限运输条件的高长径比、高通量、高效特大型规整填料塔;开发了大截面高压高效板翅式换热器;解决了基于恶劣环境的自适应节能性分子筛纯化系统;完成了液氧液氮双泵内压缩流程系统控制技术和自动变负荷控制技术深化应用;形成了深冷状态下冷箱内容器和管路的安全设计技术;完成了空分集群与外界系统的无缝互动集成技术的研发;实现了10万立方米空分装置的工艺系统成套集成。
2、项目管理体系更加成熟
形成了一支专业项目化管理的队伍、完善了特大型空分装置的项目管理制度和项目管理文件体系。
3、企业的创新团队更加完善
通过项目的实施,培养了大批特大型空分装置的研发、设计、管理人才。通过大项目的实施,发现、锻炼、培养、吸引了人才,从而为更大项目的实施夯实基础。通过10万立方米空分装置的项目实施,现已形成一支技术全面、结构合理的人才队伍。其中工程技术人员中有教授级高工11人,高级工程师116人,工程师200人。其中技术人员中博士研究生6人,硕士研究生117人。
4、企业的生产制造能力得到飞跃发展
10万立方米空分装置开发成功,进一步提升了杭氧的生产制造及组织能力。到目前为止,单套空分装置的制氧容量达12万立方米/小时(氧)。空分装置氧总容量达180万立方米/小时(氧),具备打大战的能力。
六、知识产权及专利
通过10万空分装置的研制,杭氧申请且已授权专利共计17项,其中发明专利12项,实用新型5项。制定国家及行业标准6项,公司内部标准20余项。
七、社会效益和经济效益分析
10万立方米空分装置的国产化,填补了国内空分行业的一大空白,实现了我国空分装置水平的大飞跃,使得我国的空分装置水平达到国际领先水平,为我国广大用户树立起对国产空分的信心。另外,推动了国产化关键部机的应用,并不断提高国产化程度,带动下游配套国内厂商的制造能力,为我国煤化工用户提供高质量高水平的优质空分,为未来中国广大用户提供更优质的长期维保服务。
未来3年,中国的空分市场中将有 30多套8~10万立方米空分装置,超过320万立方米/小时(氧)的制氧容量,具有近140亿的市场,前景可观。
八、项目结论
神华宁煤10万立方米国产化空分装置经过不断努力,实现了稳定开车运行,填补了我国在10万立方米空分装置上的空白。
空分装置的研制成功攻克了10万立方米空分装置复杂系统的集成技术等10项关键技术;国产化关键部机——空气压缩机系统三大机组、高压板翅式换热器、高效精馏塔、超大型立式径向流分子筛在本项目上成功实现了国产化应用示范;空分装置在夏季的恶劣环境下实现达产,并进行了全负荷性能测试,实际运行的各项关键数据指标表明:神华宁煤10万立方米空分装置达到了国际领先水平,因而这次空分装置的国产化是一次高定位高水平的国产化,充分展示了我国空分装置的技术实力和水平,中国空分行业实现了一次质的飞跃。
神华宁煤400万吨/年煤炭间接液化项目为我国重大化工装备的国产化提供了优质平台,显示了搭建这种平台的正确性。
2017年8月25日,由中国机械工业联合会与中国通用机械工业协会,在银川组织召开了“国产10万立方米空分装置及空气压缩机组工业运行评审会”。
专家组认为国产10万立方米空分装置的研制是成功的,填补了国内空白,打破了国外对特大型空分装置的垄断,是我国重大装备国产化的又一突破,其主要技术性能达到国外同类装置的先进水平,部分指标达到国际领先水平,可以满足国内大型煤化工、石油化工及冶金等重大工程对10万立方米及以上等级空分装置的需要,建议尽快推广使用。


