中石油辽阳石化分公司动力厂空分一车间KDON-3200/3200-5型空分设备,于1989年投入运行,主要为辽阳石化分公司各生产装置提供高纯度的氧气、氮气产品。为了降低产品单耗、提高经济效益,1998年对空分设备进行了改造,将切换板式自清除工艺流程改为分子筛吸附净化流程,空分设备的氮气生产能力由3200m3/h提高到8000~9000m3/h。
在2012 年10 月与2016 年3 月,发生了2 起因分子筛吸附器前板翅式换热器( 以下简称:小换热器) 爆裂造成空分设备非计划停车的事故。
1、改进后工艺流程
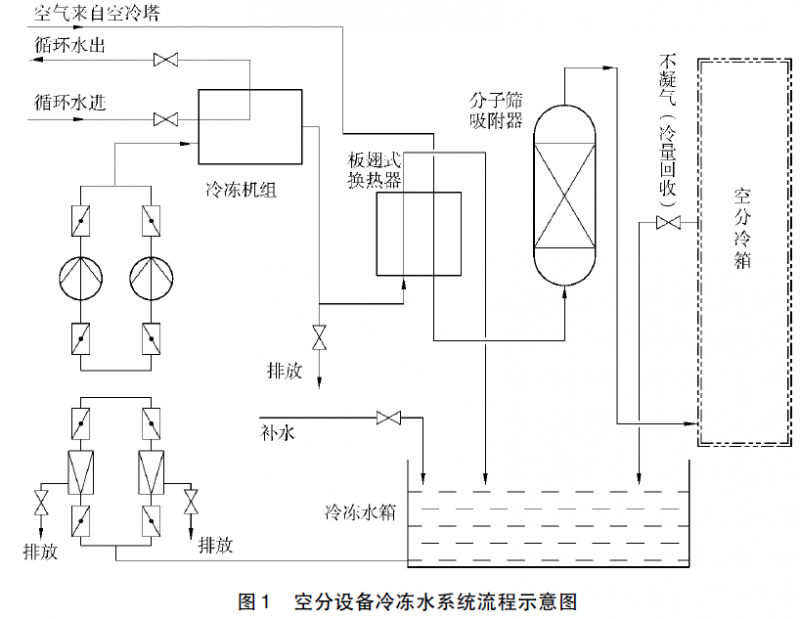
原料空气由吸入塔吸入,经空气过滤器清除灰尘及其他机械杂质,由H400-6. 5 /0. 97 型空压机等温压缩到0. 5 0. 58 MPa,温度为97℃、流量为20000m3/h。之后空气进入空冷塔内,与冷却水进行换热,温度降到30℃,压力、流量不变,再经过小换热器与冷冻机组来的冷冻水进行热交换,冷冻水的温度为5 7℃,空气经冷冻水冷却后温度降到10℃ 以下,进入水分离器除去冷凝水后进入分子筛吸附器净化。净化后的空气进入冷箱系统进行深冷分离,在上塔底部和顶部分别获得高纯度的产品氧和产品氮。空分设备冷冻水系统流程如图1 所示。
( 1) 2012 年10 月6 日,因1#分子筛吸附器入口切换阀QD-307故障处理过程中操作不当,小换热器气侧封头爆裂,3200m3/h空分设备被迫停运冷封,停供产品氧、氮。
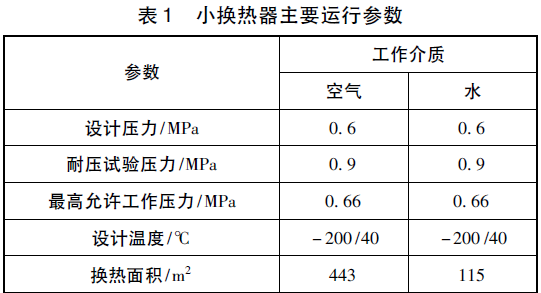
( 2) 2016 年3 月9 日,在3200m3/h空分设备1#分子筛吸附器加温至第90分钟时,小换热器南侧封板崩飞连带气侧及水侧4个封头全部爆裂,保温棉四处飞溅,现场一临时脚手架崩塌,无人员伤亡。空分设备被迫停运冷封,停供产品氧、氮。小换热器主要运行参数见表1。
( 1) 产品质量不过关。板翅式换热器主要由芯体与封头组成。而芯体包括隔板、翅片和封条三部分。对于板翅式换热器,根据承受的压力不同,隔板与翅片、封条的钎焊要求也不同,板翅式换热器芯体由于结构复杂,钎焊缝( 包括封头焊缝)的检查受到结构限制,不可能进行无损检测和其他检查,也无法进行强度核算,只能通过试样的充压与爆破试验来确定。3200m3/h空分设备配套空压机配有压力自动调节与防喘振保护,而小换热器发生第一次爆裂事故时,空压机防喘振保护动作等均正常,但还是造成小换热器气侧入口处完全从焊口处开裂,说明该处封头焊口存在质量问题。另外,第二次爆裂是空分设备在正常工作状态下由于冷冻水外侧第一通道隔板与封条的钎焊处从微小渗漏开始直至瞬间的整体剥离,形成水汽互窜,然后带动两对封头从焊口处爆裂,隔板与翅片、封条的钎焊质量缺陷是导致第二次爆裂事故的诱因。
( 2) 操作人员对QD-307阀故障的隐性危害认识不足,不够重视。2012 年10 月6 日1#分子筛吸附器在并联时QD-307阀故障未打开,操作人员发现后及时手动连续切换后正常开启。通知仪表人员到现场检查处理,在联系试阀过程中,恰恰赶上1#分子筛吸附器已正常工作,2#分子筛吸附器开始再生,出现了两只分子筛吸附器入口同时关闭的情况,空压机瞬间超压,防喘振阀保护动作。由于瞬间空压机流量为零,压力上升较快,使小换热器气侧封头崩开,发生爆裂。
( 3) 空气通道温度超标造成应力破坏。在3200m3/h空分设备运行期间曾发生过1 2次空冷塔水泵故障而备用泵未启动需抢修的情况,期间小换热器空气入口温度在95℃左右,小换热器空气出口温度维持在25℃左右。虽然时间最长也不过半小时左右,但由于小换热器换热方式不是对流,而是错流,这样就造成小换热器冷热温差极大,应力变化剧烈,对小换热器的焊缝、接口等产生破坏。
( 4) 小换热器气侧向水侧的泄漏点突然加大,造成水汽互窜产生水锤效应使小换热器发生爆裂。小换热器冷冻水侧很容易结垢、腐蚀、堵塞,一旦换热器内有部分通道堵塞,其余通道就得承受冷冻机组所有水的流量。这样,一开始冷冻水在小换热器中间通道流量较大,随着时间的推移,小换热器中间通道堵塞逐渐严重,流经小换热器四周通道的冷冻水流速增大,摩擦力增大,磨损也加快,隔板与翅片的钎焊处及翅片本身随着时间的推移,腐蚀日益严重,甚至形成断点。再加上冷冻水外侧第一通道隔板与封条的钎焊处由于质量缺陷等问题从微小渗漏逐渐加大,较高温度的含湿空气与低温冷冻水混合,形成水汽互窜,产生水锤效应,使冷冻水外侧第一通道隔板瞬间整体剥离,然后带动两对封头从焊口处爆裂。这也是南侧封板崩飞连带气侧及水侧4 个封头全部崩开的主要原因之一。
( 5) 小换热器使用年限超长。铝制板翅式换热器的使用寿命一般在20年左右,但3200m3 /h空分设备的小换热器由于流体介质的限制,在冷冻水侧存在严重结垢腐蚀现象,结垢可导致传热设备的传热系数降低,严重时还会堵塞板式通道,使换热效率大大降低,且压降变化明显,产生应力腐蚀。厂家建议使用周期一般在2 3 年,损坏的小换热器于2010 年6 月23 日开始使用,由于备用设备迟迟未到货,使用周期已近6 年,属超期服役。
4、处理措施
( 1) 2012 年10 月6 日,产品氧、氮停供后将崩开变形的封头切割下来进行外形修复,修复后进行氩弧焊焊接。10 月7 日,1# 空压机因小换热器封头有气流影响焊接而正常停车; 小换热器气侧封头焊接完毕,3200m3/h空分设备具备开车条件,正常启动1#空压机,氧、氮产品合格并网供应。
( 2) 2016 年3 月9 日,产品氧、氮停供后,紧急安排检修人员连夜抢修安装备用小换热器。3 月10 日,小换热器更换完毕,空分设备正常开车,氧、氮产品合格并网供应。
5、防范措施
(1)在产品采购、验收等环节严格把关。在前期调研、招投标等环节为产品的可靠性提供保障。在产品的制造过程中,安排专人负责监造及设备升压、定压等环节跟踪,不失为一种可借鉴的好方法。
(2)提高岗位人员的素质,完善安全措施。第一起小换热器爆裂事故是由于岗位操作人员没有及时细心观察分子筛吸附器切换时间变化,麻痹大意,对事故没有预见性。并且因空压机瞬间超压较多,防喘振阀保护动作有一个反应时间,使小换热器气侧封头崩开,发生爆裂。所以对岗位操作人员必须加强业务素质教育,提高技术水平,在增强发现、判断、处理事故的能力的同时,可在空气入空冷塔管线上加装一安全阀以防止事故重复发生,保证设备长、满、优运行。
(3)在无法保证出空冷塔空气温度的前提下应临时封塔,避免各参数在超标情况下运行。应急处理空分设备故障时,首先要以设备、人员安全为前提,否则将会埋下不可预知的安全隐患。
(4)加强对小换热器的日常保养工作。小换热器排列紧密,精度高,体积小,换热效率高,节省空间。但使用环境要求较高,如果材质、施工以及日常保养不能满足要求,则会严重影响其使用寿命。小换热器经过长时间运行,不可避免地出现了水垢、锈蚀问题,小换热器冷冻水未经处理,有极强的腐蚀性且结垢严重,使换热效果下降; 同时,腐蚀的存在使设备的使用寿命大为缩短。定期检查、修理及化学清洗,使小换热器在最优化状态下运行。