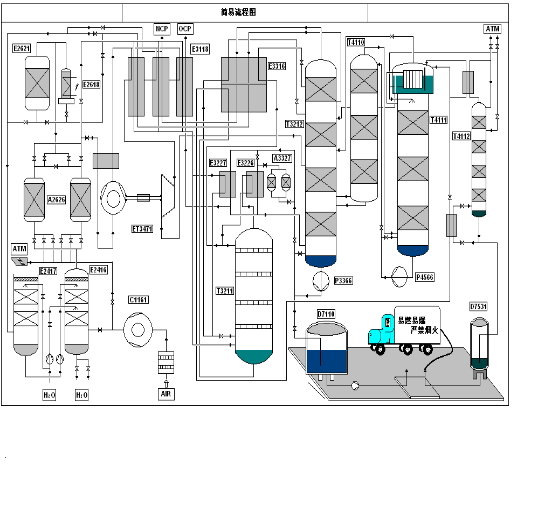
莱钢天元气体有限公司的12000m3/h 空分设备为林德公司的设备,采用了常温分子筛净化、空气增压透平膨胀制冷、结构填料塔、降模式冷凝蒸发器、全精馏制氩的外压缩流程。流程简图如图1所示
图1 12000m3/h 空分设备流程简图
二、问题的提出
|
项目 月份 |
污氮量 (m3) |
运行时间 (h) |
污氮含氧量 (%) |
平均小时污氮量(m3/h) |
|
|
1 |
14460325 |
744 |
1.96 |
19435. |
|
|
2 |
14655907 |
696 |
2.10 |
21057 |
|
|
3 |
14678900 |
744 |
1.88 |
19729 |
|
|
4 |
14237818 |
720 |
2.01 |
19774 |
|
|
5 |
14546322 |
744 |
1.99 |
19551 |
|
|
6 |
14720311 |
738 |
2.11 |
19946 |
|
|
7 |
15071560 |
744 |
1.95 |
20257 |
|
|
8 |
14778901 |
744 |
1.98 |
19864 |
|
|
9 |
14389212 |
720 |
2.03 |
19985 |
|
|
10 |
14632981 |
720 |
2.12 |
20323 |
|
|
11 |
14783246 |
720 |
1.93 |
20532 |
|
|
合计 |
160955483 |
8034 |
2.01 |
20034 |
根据公司技改的需要,近年进行了整套装置DCS系统的改造,联动开车以来,污氮含氧量一直偏高,影响了公司经济效益。改造运行后污氮含氧量参数见表1。
从表中可以看出,年平均污氮含氧量偏高,为2.01
三、问题的分析与调整
1.下塔精馏工况的分析与调整
下塔是整个空分装置精馏工况的基础。空气在下塔初步精馏后,得到一定氧含量的富氧液空和一定含量的液空。液空、液氮取出量的变化,将影响到液空、液氮的纯度,并影响到上塔精馏段的回流比。如果液氮取出量过小,虽然液氮纯度很高,但给精馏段提供的回流液过少,将使氮气纯度降低。此时,由于液空中的氧浓度低,将造成氧纯度下降,氧产量减少。因此,下塔的最佳精馏工况应是在液氮纯度合乎要求的情况下,尽可能加大取出量。一方面为上塔精馏段提供更多的回流液;另一方面使液空的氧浓度提高,减轻上塔的精馏负担,这样才有可能提高氧产量,降低污氮含氧量。对于该装置能反映下塔精馏工况的参数,除下塔阻力外,主要是下塔中上部的液氮纯度AI-A3025,该参数值按设计含氧量是8.5%,在调试后实际值是11.2%,该值是作为上塔液氮节流阀自动调节的设定值,该设定值的高低,不仅影响下塔的精馏工况,也影响上塔的精馏工况,同时还影响到粗氩塔冷凝器的工作。控制好液氮节流阀开度,对于精馏工况的调整及产品产量、纯度十分重要,当液氮节流阀开度偏大,精馏塔内回流液体过多,液体中氮分子由于蒸气传入热量不够得不到充分蒸发,氧纯度就降低,反之此阀开度过小,回流液体少,不能使蒸气中的氧分子充分冷凝,氮纯度就降低。
为防止液氮节流阀开度过大或过小对精馏工况的影响,我们在实际操作中反复调整试验,最终找到HV-H3223阀的灵敏开度为62%左右,AIC-3205控制在10.8%~11.2%之间。设定值过高,则使液氮和液空中的含氧量升高,产品氮气纯度差,装置的提取率降低。通过不断的实际调整,根据空气量变化的不同,将AI-3025的设定值定在10.6-11.1%,有效的提高了平均氮纯度,氮气中的含氧量由30×10-6降至6×10-6,污氮含氧明显下降。
2、上塔操作压力分析与调整
调整好上塔精馏工况,努力提高平均氮纯度。平均氮纯度的高低标志着氧损失率的大小。上塔的精馏工况主要是控制氧、氮取出量,一方面二者的取出量要合适,另一方面阀门开度要适度,以便尽可能降低上塔压力,有利于精馏,以提高污氮纯度。较低的精馏压力可增大各组分的相对挥发度,有利于氧、氮、氩的分离。这一点对上塔提留段的氩、氧分离是最有意义的。在保证污氮出装置压力满足分子筛再生压力的情况下,上塔压力取决于污氮再生分子筛所需的压力,上塔压力在28KPa时污氮出装置的阀门开度FV-F3926在55%~74%之 间,开度还有余量,通过逐步降低污氮再生分子筛压力,使FV-F3926的开度增至82%~96%之间,上塔压力得到降低,低温季节至26KPa,高温季节至24KPa。上塔压力的降低也使粗氩塔的操作压力下降,增大了粗氩塔内氩对氧的相对发挥,使氧、氩分离更加完善,氩中含氧小于1×10-6,同时,精馏塔操作压力的降低,也使空压机的排压下降,能耗降低。
3、氩馏份的分析与调整
对氩塔工况的调整,主要是调整氩馏份流量和液氩产品的取出量。一般来说,在氩馏份浓度和液氩产品的取出量一定时,氩馏份流量在一定范围内增大时,则氩塔内的回流比增大,液氩产品中的氧含量降低;在氩馏份流量及氩馏份中的氩含量一定时,当增大液氩产品的取出量时,则氩塔回流比减小,液氩产品中的氧含量会有所升高. 因此,在保证进入氩馏份中的氮组分不超标的前提下,应尽可能增大氩馏份的流量;在产品液氩含氧不超标的情况下,尽量增大液氩产品的取出量,这样不仅液氩产量增加,同时对保证氧产品的纯度也是十分有利的。氩馏份AIC-A4110在操作中是一个十分重要的参数,它的稳定与否直接影响到主塔和粗氩塔精馏工况,AIC-A4110与液氮回流阀HV-H3223和液空量F1-F3222及粗氩取出量F1-F4133都有关,针对这几个影响因素,在实际操作中,反复试验调整,找到了一个较好的搭配。HIC-H3223: 65.2%左右, FI-F3222: 10200 m3/h左右, FI-F4133: 398 m3/h 左右 , AIC-A4110: 90.2%O2左右.随着精馏工况的改善,污氮含氧量大幅度降低。
四、效果与经济效益
|
项目 月份 |
污氮量 (m3) |
运行时间 (h) |
污氮含氧量 (%) |
平均小时污氮量 (m3/h) |
|
|
1 |
14660221 |
744 |
1.08 |
19704 |
|
|
2 |
14475900 |
696 |
1.10 |
20798 |
|
|
3 |
14376901 |
744 |
1.18 |
19323 |
|
|
4 |
14434713 |
720 |
1.01 |
20048 |
|
|
5 |
14645202 |
744 |
1.19 |
19684 |
|
|
6 |
14821141 |
744 |
1.11 |
19920 |
|
|
7 |
15032431 |
744 |
1.15 |
20204 |
|
|
8 |
14379608 |
744 |
1.08 |
19327 |
|
|
9 |
14476325 |
720 |
1.03 |
20106 |
|
|
10 |
14541674 |
720 |
1.12 |
20196 |
|
|
11 |
14654237 |
720 |
1.13 |
20353 |
|
|
合计 |
160498353 |
8040 |
1.11 |
19962 |
通过调整优化操作,使运行工况参数得到了提升,运行十多个月以来取得了可观的经济效益。调整后污氮含氧量参数见表2
污氮含氧量由2.01%降到了现在的1.11%。
经济效益:
降低污氮含氧量=平均小时污氮总量×(调整前污氮含氧量—调整后污氮含氧量)× 11个月运行时间 ×氧气单价
=19962×(2.01-1.11)×8040×1.02
=147.3(万元)
五、结束语
经过针对污氮含氧量偏高的分析,对12000 m3/h空分装置进行了相应的调整操作,经过十多个月时间的稳定运行后,效果十分明显。在这里只是对精馏方面的影响因素进行了分析和调整,还有,机械方面,天气方面,操作人员等方面的影响因素还有待于今后进行相应的分析和调整。
参考文献
(1)《制氧技术》 李化治 编著
(2)《深冷技术》徐文灏,王宝训 编著
作者简介
夏志刚(1975--),男,2004年毕业于莱钢党校,大专学历,现任莱钢集团天元气体公司生产运行部作业区班长,技师。